


When pressure inside an equipment or pipeline increase beyond an anticipated value, the excess pressure may result in a catastrophic failure. To avoid these a pressure relief device is used, which releases the excess pressure automatically when it reaches a certain set pressure.
What is a pressure relief device?
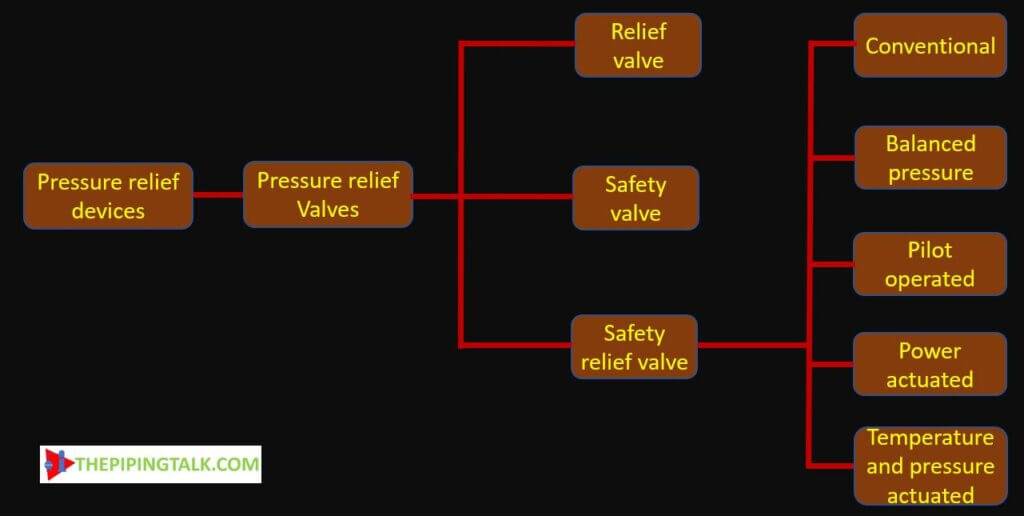
As per API RP 520- These devices are actuated by inlet static pressure and designed to open during emergency or abnormal conditions to prevent a rise of internal fluid pressure in excess of a specified design value. The device also may be designed to prevent excessive internal vacuum. The device may be a pressure relief valve, a non-reclosing pressure relief device, or a vacuum relief valve. These can be classified into below categories.
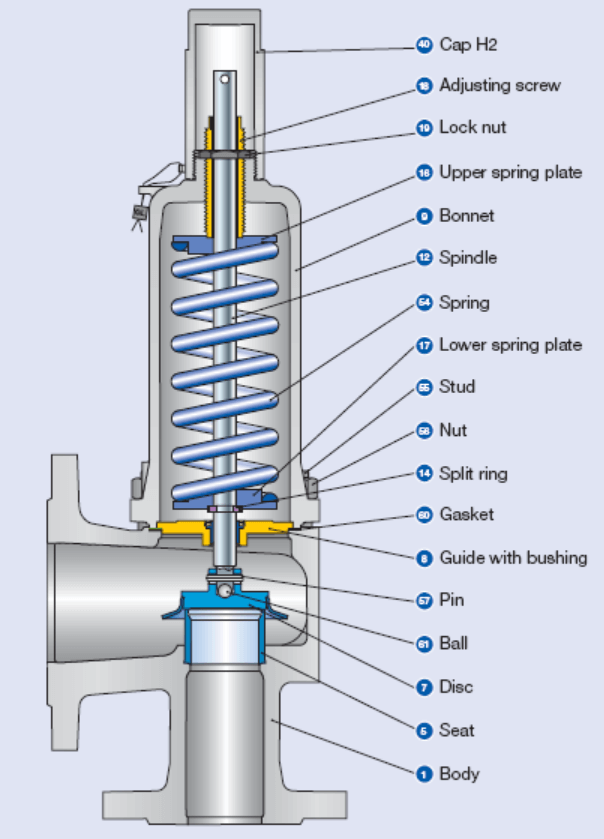
below image shows internal parts of a typical relief/safety valve.
Relief valve:
Relief valves are basically a type of spring-loaded pressure relief valve actuated by static pressure upstream of valve and characterized by gradual opening or closing, generally proportional to the increase and decrease in pressure. It is normally used for incompressible fluid (liquids).
How a Relief valve works-
In relief valves the springs were set to a certain pressure as per design requirement, it is called the set pressure. The springs hold down the disc at that pressure. The pressure of the line will always be acting on the disk. Whenever the pressure of line increases beyond set pressure the disc overcomes the spring force and begins to lift.
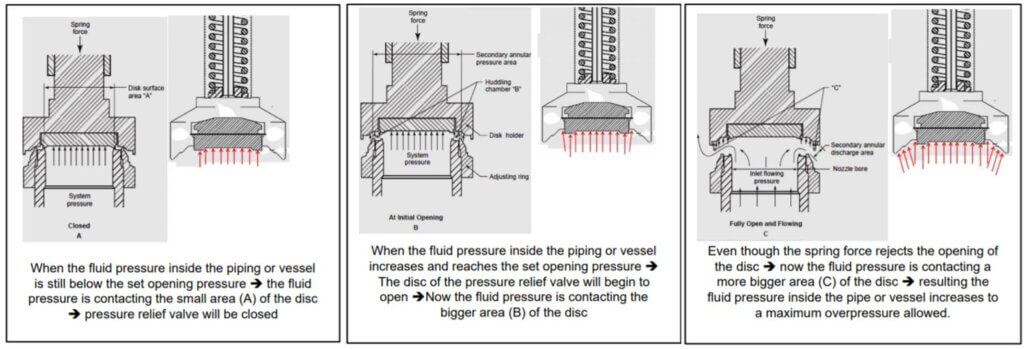
However, this will compress the spring and the spring force will increase; this means the line pressure would have to rise more for any further disc lift. For this reason, some over pressure allowance usually 10% is provided.
“Safety valve over pressure is the increase of pressure over its set pressure, expressed as a percentage of the set pressure. Pop-acting relief valves do not immediately open completely to100% lift and usually sufficient overpressure is needed for full lift.”
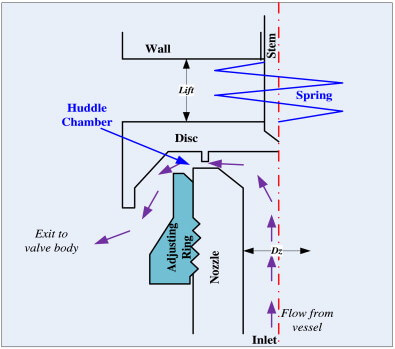
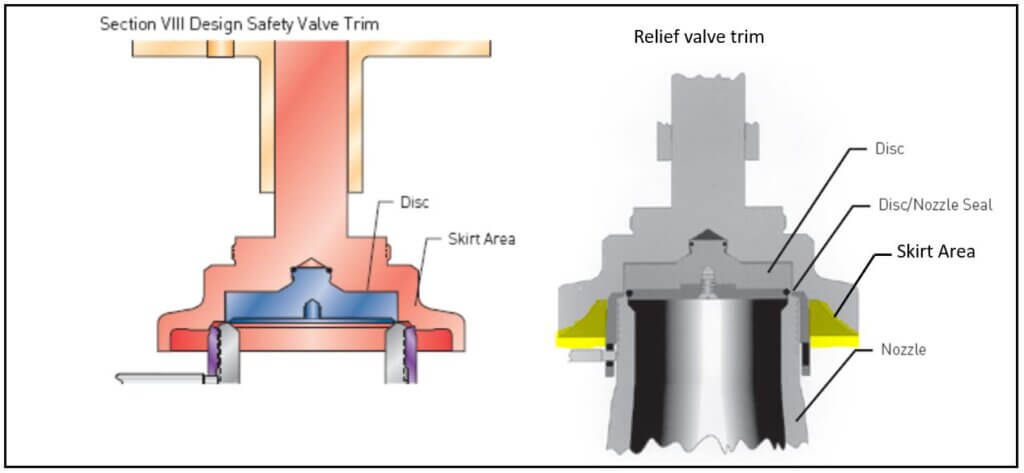
But in addition to this overpressure allowance some kind of assistance will be needed for 100% lift. This assistance is provided usually by the design of the secondary control chamber which is also called a huddling chamber. See FIG-3B. The skirt area of the disc is shaped in a contour such that it allows the liquid to direct downward as the flow begin. As the liquid flow downwards, an increasing reactive force upwards acts on the disc which assist the disc lifting further. Flow of the liquid increases with gradual lift of the disk and this again adds to the increasing upward reaction force on the disc till it reaches 100%lift.
As a larger disc area is exposed to system pressure now, the valve will not close until the system pressure will reduce below the set pressure.
“The difference between the set pressure and the valve closing pressure is called blowdown and usually expressed as a percentage of set pressure.”
Safety valve:
Safety valves are basically a type of spring-loaded pressure relief valve actuated by static pressure upstream of valve and characterized by rapid opening or closing. It is normally used for compressible fluid (gases).
How a Safety valve works:
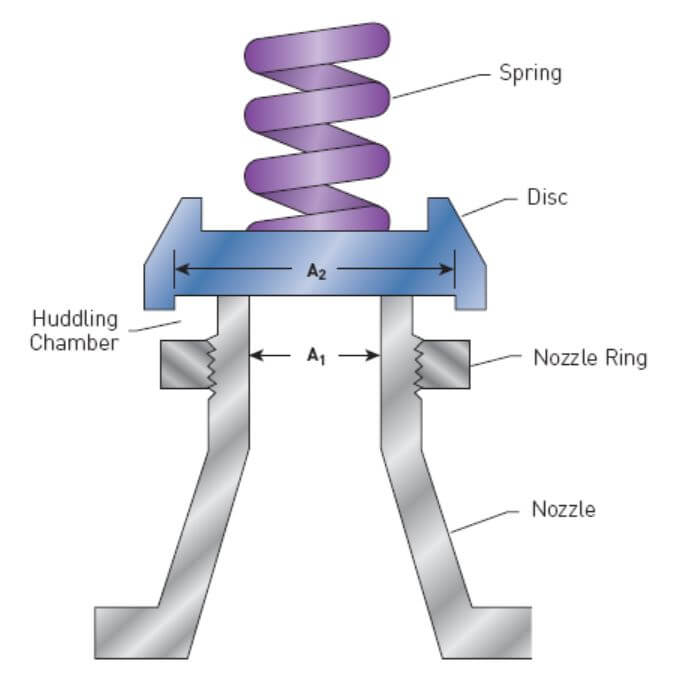
The working of a safety valve is same as the relief valve as described above. See Fig-4a,which shows the disc held in closed position by the spring. When line pressure increases beyond set pressure the disc overcomes the spring load and begins to lift allowing fluid to flow out. As the spring moves upward and compress there will be a increase in spring force. In order to achieve further lift the disc will need some assistance. This is provided by the design of the secondary chamber which is called huddling chamber.
The geometry of the huddling chamber used in case of a safety valve is different from that of a relief valve, see fig.4b.
Now, as the disc begin to lift fluid enters the huddling chamber exposing a larger area to the gas or vapor pressure. This causes an incremental change in force, sometimes called the expansive force, which over compensates for the increase in downward spring force and allows the valve to open at a rapid rate. This effect allows the valve to achieve maximum lift.
Because of the larger disk area A2 exposed to the system pressure after the valve achieves lift, the valve will not close until system pressure has been reduced to some level below the set pressure.
Safety Relief valve:
This is a type of spring-loaded pressure relief valve that may be used either as a safety valve or a relief valve depending upon application. As the name suggests it is characterized by both rapid opening or gradual opening. Safety relief valve can be classified into below categories.
Conventional Safety Relief valve-
A conventional pressure relief valve is a spring-loaded pressure relief valve whose operational characteristics are directly affected by changes in the back pressure.
How a conventional safety relief valve works:
A safety valve may experience following two types of back pressure.
Super imposed back pressure- The static pressure that exists on the outlet side of a closed valve.
Built up back pressure- The additional pressure generated on the outlet side when the valve is discharging.
In these the spring housing can be vented either to the discharge side of valve or atmosphere. As you can see in the Fig-5A, when the spring housing is vented to the discharge side of the valve the required force to open disk is
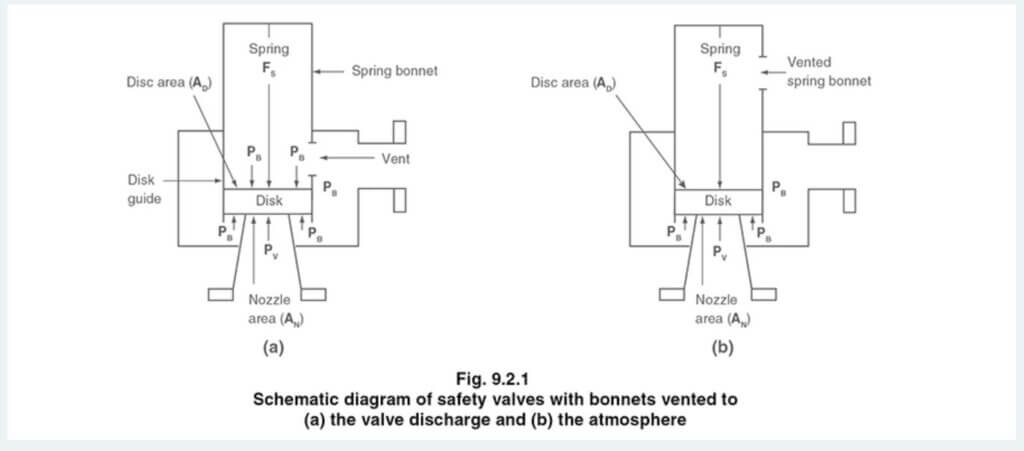
PV AN = FS + PB AD – PB (AD – AN)
PV AN = FS + PB AN …………..Equation 9.2.1
Where
PV= Fluid inlet pressure
AN= Nozzle area
FS= Spring force
PB= back pressure
Therefore, any superimposed backpressure will tend to increase the closing force and the inlet pressure required to lift the disc is greater
In the case of a valve whose spring housing is vented to the atmosphere, the required opening force is:
PV AN = FS – PB (AD – AN) …………..Equation 9.2.1
Thus, the superimposed backpressure acts with the vessel pressure to overcome the spring force, and the opening pressure will be less than expected. In both cases, if a significant superimposed backpressure exists, its effects on the set pressure need to be considered when designing a safety valve system.
Once the valve starts to open, the effects of built-up backpressure also have to be taken into account. For a conventional safety valve with the spring housing vented to the discharge side of the valve, see FIG-5A, the effect of built-up backpressure can be determined by considering Equation 9.2.1 and by noting that once the valve starts to open, the inlet pressure is the sum of the set pressure, PS, and the overpressure, PO.
(PS + PO) AN = FS + PB AN which simplifies to
PS AN = FS + AN ( PB- PO) ………..Equation 9.2.3
Therefore, if the backpressure is greater than the overpressure, the valve will tend to close, reducing the flow. This can lead to instability within the system and can result in flutter or chatter of the valve.
In general, if conventional safety valves are used in applications, where there is an excessive built-up backpressure, they will not perform as expected. According to the API 520 Recommended Practice Guidelines:
A conventional pressure relief valve should typically not be used when the built-up backpressure is greater than 10% of the set pressure at 10% overpressure. A higher maximum allowable built-up backpressure may be used for overpressure greater than 10%.
Balanced pressure safety relief valve-
A balanced pressure relief valve is a spring-loaded pressure relief valve that incorporates a bellows or other means for minimizing the effect of back pressure on the operational characteristics of the valve.
These can be of two types 1. balanced bellow type or 2. balanced piston type
How a Balanced bellow type safety relief valve works:
Balance pressure relief valve uses a bellow to neutralize the effect of back pressure. Here the top of the disc holder area that is exposed to the back pressure is made equal to the bottom area that is exposed to the back pressure by adding a bellow. The surface area covered by the bellow at top is equal to the surface area covered by the nozzle inside diameter from bottom. This effectively make the super imposed back pressure exposed to the same area at top and bottom of the disc holder, cancelling each other.
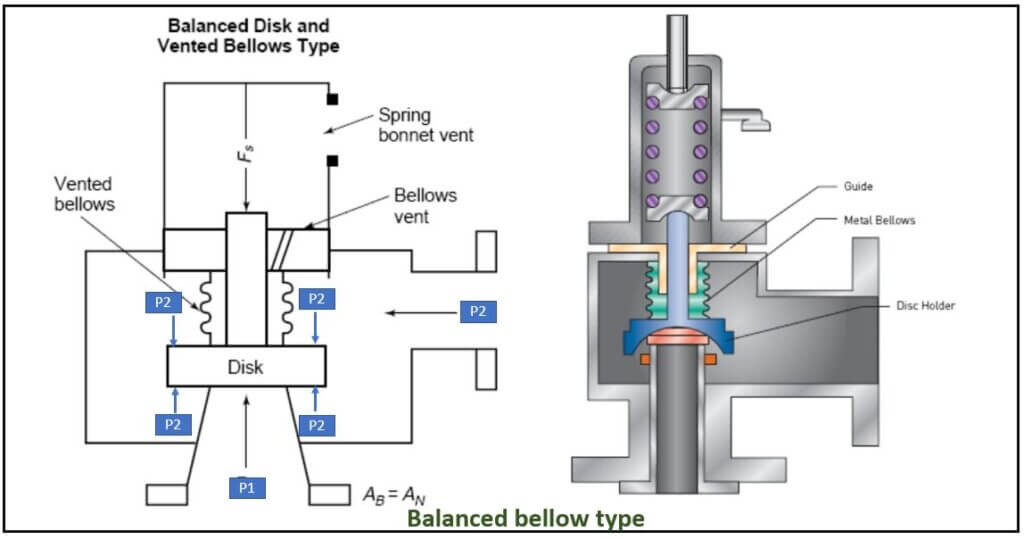
The bellows vent allows air to flow freely in and out of bellows when it expands and contracts. All balanced valves will have a vented bonnet to provide a release port in case any down stream media that might leak past the bellows.
In addition to reducing the effects of backpressure, the bellows also serve to isolate the spindle guide and the spring from the process fluid, this is important when the fluid is corrosive. Since balanced pressure relief valves are typically more expensive than their unbalanced counterparts, they are commonly only used where high-pressure manifolds are unavoidable, or in critical applications where a very precise set pressure or blowdown is required.
How a Balanced piston type safety relief valve works:
In these types the disk holder is made of sealed piston or spindle component that effectively prevent any service fluid to escape into the spring bonnet during normal operation. The diameter of spindle seal is equal to the inside diameter of the nozzle. This means that the effective area of both the top and bottom surfaces of the disc exposed to the backpressure are equal, and therefore any additional forces are balanced. In addition, the spring bonnet is vented such that the top face of the piston is subjected to atmospheric pressure.
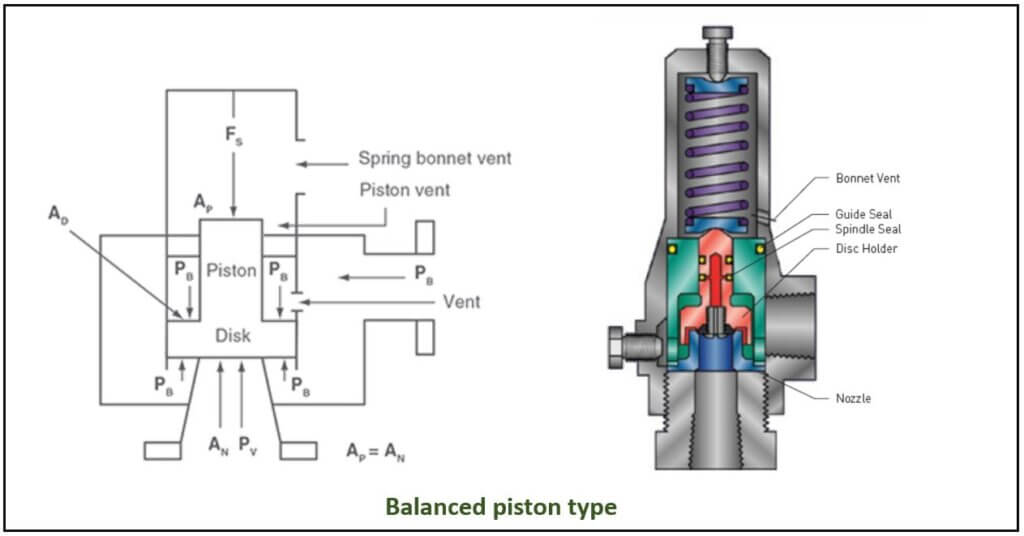
An advantage of balanced piston or balanced spindle type is that it can accommodate higher back pressure as there is no bellows to burst.
Pilot operated pressure safety relief valve:
A pilot operated pressure relief valve is a pressure relief valve in which the major relieving device or main valve is combined with and controlled by a self-actuated auxiliary pressure relief valve (pilot).
This type of safety valve uses the flowing medium itself, through a pilot valve, to apply the closing force on the safety valve disc. The pilot valve is itself a small safety valve.
There are two types of pilot operated valve safety valve – piston type and diaphragm type.
How a piston type pilot operated valve work-
Piston type valve consists of a main valve, a piston type disc, an external pilot valve. Here the inlet pressure is directed through a tube to a small safety valve and then the same pressure acts upon the top area of piston. As you can see in fig the area at top of the piston is greater than the area at bottom of the piston. So for the same inlet pressure the net resultant pressure from above will be higher and this will hold the piston firmly on seat.
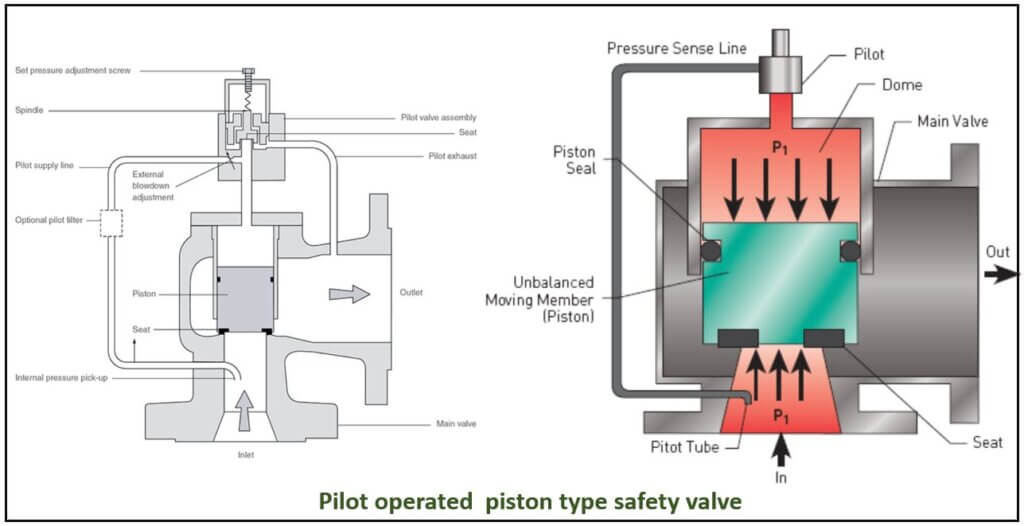
When the inlet pressure rises the net resultant pressure from above also rises and the tight shutoff is continually maintained. But When the pressure rises above the set pressure the pilot valve pops open releasing the fluid pressure above the piston. With much less fluid pressure acting on the upper surface of the piston, the inlet pressure generates a net upwards force and the piston will leave its seat. This causes the main valve to pop open, allowing the process fluid to be discharged.
When the inlet pressure reduces below set pressure, the pilot valve recloses and the pressure above piston rises gradually until the net resultant force from above increases and the piston reseats.
How a diaphragm type pilot operated valve work-
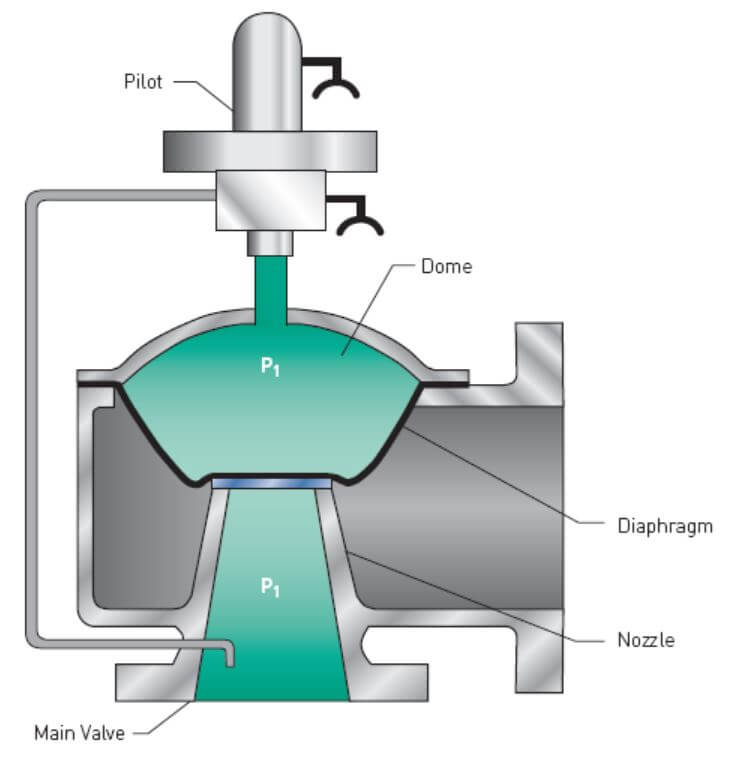
These types are used in low pressure applications or vacuum pressure application. The working is same as piston type but instead of piston a diaphragm is used. The volume above the diaphragm is called dome. As can be seen in fig the pressure above the diaphragm is more than the pressure from below due to larger exposed area at top. And this makes the diaphragm seal the inlet properly. When the inlet pressure rises above the set pressure, the pilot valve opens and this eventually reduces the pressure in the dome. This makes the inlet pressure from bottom of diaphragm higher than above and the diaphragm moves up releasing fluid and relieving pressure.
When the inlet pressure reduces below the set pressure, the pilot valve closes and pressure above the diaphragm increases shutting the exit.
Power-Actuated safety Relief Valve.
A power actuated pressure relief valve is a pressure relief valve in which the major relieving device is combined with and controlled by a device requiring an external source of energy.
These valves are generally controlled by electrical signal resulting from high system pressure or manually from control room. The electrical signal initiates the relief action by activating the valve actuator, either electrically (electronically relief valve) or pneumatically.
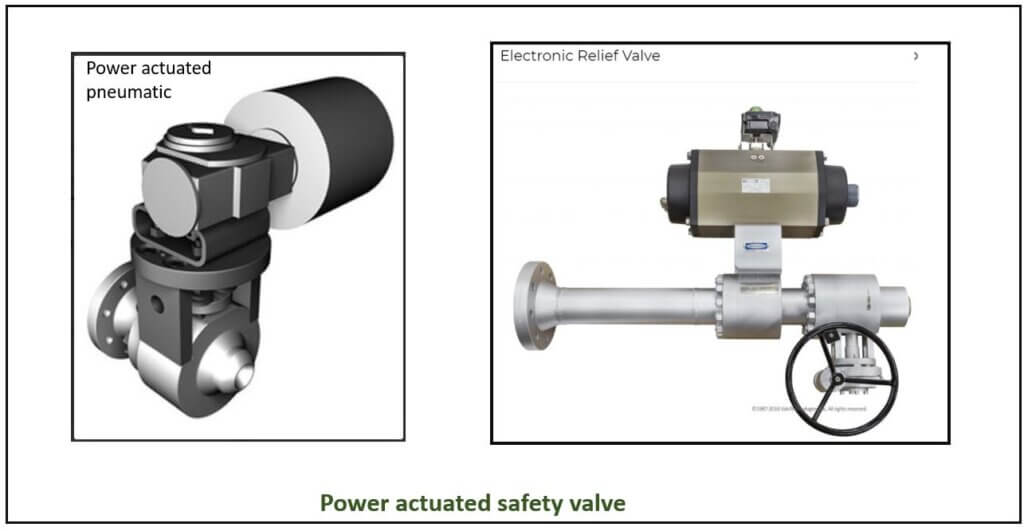
The use of power-actuated pressure relief valves can be used in some circumstances for a forced flow steam generator.

T&P safety relief valves
Temperature and pressure relief valves are designed to prevent the temperature/pressure inside the vessel from rising beyond a specified limit. The valve incorporates two primary controlling elements, a spring and a thermal probe. These are generally used in vessel or tanks containing hot fluid.
References:
Spirax sarco web site – Types of safety valve
pressure relief valve Engineering Handbook , Emerson
Leave a Reply